Bare rolig, vi spammer ikke! Ved at klikke for at abonnere accepterer du vores Fortrolighedspolitik.
Mightymill – Build log #2 -professionel gør-det-selv CNC-router
 VedSpikee
VedSpikee

The Mightymill er det navn, jeg gav min professionel DIY cnc router bygge, som jeg arbejder på. Den har IHSV57 servomotorer, BT30 ATC CNC spindel, Durfill polymerbetonfyldning med mere.
Mit byggeri er endelig begyndt, og i dette indlæg vil jeg tage dig med på byggerejsen. Sørg for at have læst del 1 her.
Den kraftige z-akse
På grund af ønsket om at bruge en BT30 ATC spindel var jeg nødt til at opgradere til en kraftig Z-akse. Det design, jeg valgte, er oprindeligt designet af Krabbeskur. Jeg optimerede nogle små aspekter af det og tilføjede det til mit design.

Fræsning af z-akse pladerne
Krabbeskur var så venlig at hjælpe mig med at fræse z-akse pladerne til min DIY CNC build.
Han lavede endda en video, hvor han fræser den:
Indledende målinger

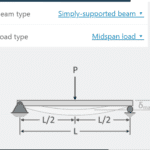
En af de første ting, jeg gjorde efter at have modtaget pladerne, var at montere mine Sorotec Blue line HGR20-skinner på den og måle den (relative) planhed af bundpladen i forhold til den.
Jeg bemærkede hurtigt, at de resterende fræsemærker havde en betydelig indflydelse på den relative planhed af monteringsfladen.
Da de skinner, jeg bruger, er P-kvalitet, og mine vogne har p1-forspænding, tilføjer det yderligere krav til skinnemonteringsoverfladerne og justering i forhold til hinanden.

Billedet ovenfor giver dig en indikation om nøjagtigheden af forskellige dele af skinnen og de forskellige tilgængelige kvaliteter. Almindelige Aliexpress "kina" skinner vil være klasse C eller værre udefinerede.
Jeg målte for meget afvigelse af z-akse monteringspladen til min smag. Jeg ønskede virkelig at holde dette under 0,01 mm eller bedre, så jeg var nødt til at tage det et skridt videre.
Overfladekorrektion trin #1
Jeg fik mig et sæt brynesten fra aliexpress for at slippe af med fræsemærkerne og opnå en samlet overflade, som er mere ensartet.
Med hensyn til at forbedre overfladefinishen og fladheden gjorde dette mest. Det fjernede alle de høje pletter og gjorde overfladen meget mere jævn.
Hvæsesten sæt
Dette sæt brynesten var overkommeligt til 25$, og jeg var i stand til at få det lokalt hurtigt.


Overfladekorrektion trin #2
Jeg fik mig en lille og overkommelig granit overfladeplade. Det kom med et komplet testcertifikat og det hele.

Jeg fik dette, da jeg ville skrabe de høje steder på monteringsfladerne flade.
Udover dette skulle jeg købe følgende varer:
| Vare | Link |
| Gedore 133 F-200mm HSS skraber | https://amzn.to/3MtxuUp [USA] https://amzn.to/3CYbJcf [DE] |
| Diamant blåpasta – Tuschierpasta | https://amzn.to/3rXDr2y [DE] |
| Gummi brayer rulle | https://amzn.to/3g1Obdj [USA] https://amzn.to/3MvDKe6 [DE] |
I alt brugte jeg omkring 2 timer på at skrabe. Kan fremskynde det betydeligt, hvis din oprindelige plade er fladere, eller hvis du bruger elværktøj som f.eks. en dremel til at udføre det svære arbejde for dig.


Jeg var ikke helt glad for Diamant-blåpastaen. Når fordybninger bliver mindre end 0,01 mm, vil du have meget svært ved at se det. Der er bedre alternativer derude, selvom de er svære at få som europæer.
Da jeg var færdigmonteret, målte jeg paralleliteten af toppladen i forhold til monteringsfladen på Z-aksen, og den er et godt stykke under 0,01 mm. Godt nok til mig!
Montering af Lusintun ATC spindel
Tid til at begynde at bore huller i 100 mm spindelbeslaget.

Spindelbeslaget var for højt, så jeg kunne ikke passe et større bor i min BF25L. Så jeg var nødt til at lægge den på siden og rømme den til den endelige størrelse på 8,5 mm.


Hvor tung er Z-aksen?

Jeg ville have gættet på, at det ville have været tungere, men 25,4 kg er det!
Nye lækkerier
Da jeg stadig venter på en del fræsede dele til min cnc-bygning, satte jeg mit fokus lidt på andre aspekter af bygningen.
HGR20 lineære skinner dækker
For at beskytte mine pæne præcision og forspændte lineære skinner ved jeg, at jeg havde brug for at anskaffe mig noget lineær skinnebeskyttelse. Efter at have kigget på Aliexpress fandt jeg mig selv nogle.



Jeg fik 6 af de 600 mm lange. Det er nok lidt for langt til min opbygning, men jeg var bange for at få dem, der var for korte. Det har mange "interne understøttelser". Dette giver dig mulighed for at skære den til efter behov. Du kan finde dem her på Aliexpress.
Måling af værktøjslængde
Derudover er min værktøjslængdemålingssensor lige kommet ind. Det virker som en ganske solid og professionel genstand. Jeg lavede også en separat anmeldelse af det. For de interesserede kan du finde den her.
Efterbehandling af maskinrammen
Da jeg havde for lidt beton sidste gang, tog jeg til Hornbach, fik noget mere og gjorde det andet ben af maskinrammen færdig.

Jeg skar nogle ekstra huller i benene, da jeg ville sikre mig, at den var helt fyldt.
Efter at have kværnet det op, observerede jeg, at det var helt fyldt. Så det er ikke nødvendigt at gøre dette. den samlede vægt af et enkelt betonfyldt ben er nu 120 kg.
Montering til maskinfødderne
Jeg begyndte at skære nogle 120x120 mm firkanter ud af 10 mm tyk stålplade for at have en overflade til at montere min GD-60 nivelleringsfødder til.

Efter at have skåret og banket var det tid til at slibe lidt maling af benene og svejse dem til rammen. Det lavede lidt rod i min tidligere smukt malede kernerøde maling.

Jeg bliver nødt til at rydde lidt op i sprøjtet og male de beskadigede dele igen.

Konklusion – Mightymill build del #2
At få z-aksens monteringsflader flade og slået ind var oprindeligt en af mine større bekymringer. Men efter vådslibning og afskrabning var jeg ret tilfreds med resultatet.
Derudover var jeg i stand til at gøre nogle fremskridt med hensyn til maskinrammen.
Nu er den endelig klar til at gå til næste trin, og det er montering og tilpasning af alu profiler og skinner til hinanden. Og begynde at gøre mit design til virkelighed.
Sørg for at tilmelde dig nyhedsbrevet for at sikre, at du ikke går glip af nogen opdateringer.
Du er velkommen til at kontakte mig om discord