心配しないでください、私たちはスパムを送信しません!クリックして購読することにより、あなたは私たちの プライバシーポリシー.
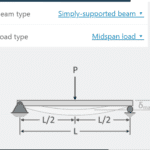
MRR を最大化するには、ラフィング エンド ミル [「コーンコブ」荒加工機] を使用する必要がありますか?
 にスパイク
にスパイク

おそらく、ラフィング エンド ミルのいくつかの利点について疑問に思ったことがあるでしょう。より粗いエンドミルには刃先に鋸歯があります。これにより、切りくずが分解され、部品への圧力が低下します。それぞれのタイプのラフィング エンド ミルに期待されることと、その利点について話している記事をまとめました。
ラフィングエンドミルとは
ラフィング エンド ミルは、大量の材料をすばやく除去するために使用されます。それらは、フルートにセレーション (非常に細かい歯) を付けることによって機能します。セレーションがあるため、カットの壁に多くのツーリング マークが残るため、従来のソリッド エンド ミルを使用して別の仕上げパスを作成する必要があります。
ラフィング エンド ミルは、「コーンコブ」ラファ、ナックル ラファ、ホグ ミル、またはリッピング カッターと呼ばれることがよくあります。
ラフィングエンドミルに歯があるのはなぜですか?
セレーションは切りくずが短い長さに分割されることを保証し、高い切りくず負荷での排出を容易にします。それらは、長い糸状の切りくずを生成する傾向があるアルミニウムのような材料で特に役立ちます。
長所と短所
ラフィング エンドミルはワークに跡が残るため、別のエンドミル セットで仕上げる必要があります。
標準のエンドミルにはない機能とは?ラフィングエンドミルには、通常のエンドミルと比較して2つの大きな利点があります。
まず、おしゃべりを減らすように見えることがよくあります。これを防ぐ方法は、エンドミルと歯のセレーション構成を変更することです。おしゃべりについては、Feeds and Speeds Cookbook の章もお読みください。
ラフィングエンドミルには2つの利点があります。これらのミルは切りくずをよりよく切り刻むことができるため、詰まりが少なくなり、切りくずの負荷が軽減されます。
私は 10 の異なるエンドミル メーカーから提供された製品を調べたところ、粗加工機には、アルミニウムと鋼の最も近い同等の仕上げエンドミルに対して、トウモロコシの穂軸の切りくず負荷乗数が与えられることがわかりました。
このコンテストの結果は印象的で、最低でも 1 から 2.75 の範囲でした。平均は 1.48、中央値は 1.23 でした。これらのタイプの統計分析を実行するとき、外れ値がないことを保証するモデルを利用し、単純な平均よりも正確な測定に到達します.これはプロプライエタリなので詳しくは触れませんが、最終的にこれらのツールの G-Wizard ボーナスを 20% から 38% に増やしました。
切りくずは、深いスロットでより効率的にクリアされます。また、切りくずがたわむことはめったにないため、たわんだときに切削にかかる圧力を軽減できます。
ピッチは、エンドミルの歯間の距離の測定値です。通常、ファインピッチエンドミルは、チタン合金やステンレス鋼などの高温金属に使用されます。これは、切削圧力がより多くの歯に分散されるためです。これにより、長持ちします。ファイン ピッチは、非鉄材料や軟質鋼の仕上げにも優れています。より粗いピッチは、通常、ブロンズ、真鍮、アルミニウムなど、特定の硬度よりも低い金属で使用されます。
円筒研ぎで、とうもろこしの穂軸を粗く研ぎやすく、きれいな状態に保ちやすい。ツールを再研磨すると、お金を節約できます。

Dreanique – 超硬ソリッド 4 フルート CNC ラフィング エンドミル
投稿を見逃さないようにしてください。新しい投稿の毎週の更新を取得する.今すぐ購読する
結論
この新しいスタイルのカッターに切り替える価値はありますか?判断はあなた次第ですが、私はこのカッターを使うのが好きです。これにより、材料除去率が 38% 増加します。これは、業界で求められていることです。